

随着新能源行业的蓬勃发展,锂离子电池逐步在往更高能量密度、更长循环寿命的方向发展。现有的石墨负极理论克容量仅372mAh/g,已无法满足未来对电池能量密度的需求。硅基负极因其理论克容量高,含量丰富,嵌锂电位合适等优点,逐渐成为可替代石墨的下一代锂电池负极材料。但是硅基负极也具有限制其大规模商业化的痛点,本文为大家总结了硅基负极材料在生产使用过程中的一些行业痛点,以及元能科技(厦门)有限公司能够提供的相应解决方案。
一、体积膨胀大
硅负极的储锂机制为合金化储锂,与石墨的插层嵌锂不同,硅颗粒在合金化/去合金化的过程中会引起巨大的体积膨胀与收缩,当硅与锂形成Li₁₅Si₄相时,对应的最大体积膨胀可达300% [1];硅氧负极由于添加了氧原子,膨胀率虽然可下降至120%,但是仍然远大于石墨负极的10%~12%。极大的体积膨胀一是会导致硅材料的颗粒粉化,使得硅颗粒与导电剂之间的电接触变差;二是会导致SEI膜不断的破裂与重生,这个过程会大量消耗活性锂和电解液,从而加速电池的容量衰减与老化。
纳米化加碳包覆是解决硅负极膨胀的有效方法之一。有研究表明,只要将硅颗粒缩小至150nm以下,其膨胀率就会显著地从300%下降到30%左右,再将外层进行碳包覆,可以起到缓冲层作用,从而进一步降低硅碳负极的体积膨胀。一般可采用化学气相沉积、高能球磨和脉冲激光沉积等方法进行硅碳材料的制备,而主要的包覆结构分为以下四种:(1)直接在纳米硅颗粒外包裹碳壳,类似汤圆一样;(2)在包裹纳米硅颗粒的同时留一层空间,类似鸡蛋一样;(3)用两块碳原料夹住纳米硅颗粒,做成类似汉堡结构一样;(4)类似西瓜一样,其中西瓜子为纳米硅颗粒,西瓜瓤为疏松石墨,而西瓜皮则为沉积碳。
多孔化设计也是有效降低硅碳负极体积膨胀的手段之一,其为硅碳负极材料的体积膨胀预留了孔隙,使整个颗粒或电极不产生明显的结构变化。制造空隙的方法一般有:(1)制备中空的Si/C核壳结构材料;(2)制备Yolk-Shell结构Si/C复合材料;(3)制备硅海绵结构等。为方便研发人员快速对特殊结构设计的硅基材料进行膨胀对比评估,元能科技也推出了硅基负极膨胀原位快筛系统(RSS1400, IEST)。该设备利用模型扣电进行极片层级的原位膨胀测试,不仅操作方便,也极大节省了测试成本,将硅基材料膨胀评估的周期从原有的几十天缩短至1~2天。RSS1400的实物图如图1(a)所示,而不同结构设计的硅碳材料的膨胀对比结果则如图1(b)所示。
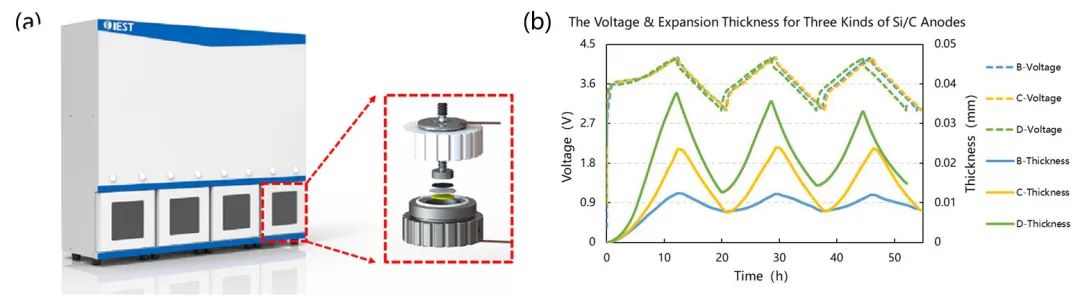
图1.(a)硅基负极膨胀原位快筛系统(RSS1400, IEST);(b)三种不同结构设计的硅碳材料的膨胀对比。
采用适当的粘结剂也能够限制硅颗粒的膨胀,并有效抑制颗粒粉化,从而提高硅基材料的循环稳定性。传统型PVDF只依靠弱范德华力与硅基负极材料相连,并不能适应硅颗粒剧烈的体积变化[2]。目前研究较多的硅基负极材料粘结剂是CMC和PAA等水性粘结剂,其中SBR/CMC具有良好的粘弹性和分散性,已广泛用于石墨类负极的规模化生产中,而PAA分子结构简单,易于合成,并且S. Komaba等人[3]也发现:PAA可在硅颗粒表面形成类似SEI膜的包覆层,从而有效抑制电解液的分解,因此比CMC更适用于硅基材料中。元能科技也利用自研的原位膨胀分析系统(SWE2110, IEST)对四种不同粘结剂制成的硅碳电芯进行了原位膨胀分析,并能够有效地对四种粘结剂的膨胀抑制作用进行定量评估,结果如图2所示。此外,海藻酸钠、羧甲基壳聚糖、聚丙烯腈等其他粘结剂也可用于硅基负极材料,其膨胀抑制效果也可利用SWE2110进行原位测试与定量评估。

图2.原位膨胀分析系统(SWE2110, IEST)及硅碳负极在四种不同粘结剂作用下的膨胀厚度对比
二、匀浆产气问题
表面改性或元素掺杂等手段虽然可以有效降低硅基负极的膨胀,但这些改善工艺往往伴随着不稳定的因素,例如表面碱性和包覆不完整会导致纳米硅暴露出来,并在制浆过程中与氢氧根离子反应产气。此外,对氧化亚硅进行预镁或预锂化处理虽然可以提升氧化亚硅的首效,但同时也为氧化亚硅匀浆涂布过程带来了加工问题,比如匀浆产气、涂布掉料等。
元能科技的原位产气体积监控仪(GVM2200,IEST)可对硅基负极浆料的产气行为进行实时、定量监控(如图3(a)所示),其配备的高精度传感器可有效监测微小的产气变化(分辨度可达1μL),辅助研发人员揭示浆料产气机理,并制定有效的抑制措施。而图3(b)则展示了在水系溶剂中匀浆时,三种不同的硅碳浆料随匀浆时间的产气变化。从斜率上看,浆料B产气最为迅速;而从产气量上看,浆料A则产气最多。这一结果可辅助研发人员调整硅基材料的改性工艺,加速高性能硅基负极材料的研发。

图3.(a)原位产气体积监控仪(GVM2200, IEST)的实物图;(b)在水系溶剂中匀浆时,三种不同的硅碳浆料随匀浆时间的产气量。
三、导电性差
材料颗粒的导电性对电池的性能发挥起着重要的作用,尤其是电池的倍率性能。当导电剂分散不均匀,或与活性颗粒之间的电接触较差时,电子在电极中无法进行有效传输,从而造成极化偏大,并加速电池的老化。与碳材料相比,硅颗粒的导电性差了近一亿倍,而SiOx的电子导电性相比硅而言甚至更差。
包碳处理并添加适当的导电剂可以显著提高硅基材料的电子导电性能。常用的碳源有酚醛树脂、葡萄糖、氧化石墨烯、碳纳米管等等,其中碳纳米管是硅基材料中最重要的导电剂材料之一,特别是单壁碳纳米管,其良好的柔性和较强的范德华力是保证硅基负极材料循环稳定性的核心因素之一,同时碳纳米管也能够为硅颗粒的膨胀起到缓冲作用,从而进一步提高硅基负极的循环寿命。在评估硅材料的导电性上,可以利用元能科技的粉末电阻仪(PRCD3100, IEST)进行测试。该设备(如图4所示)同时具备两探针和四探针两种不同的电阻测试功能,可对不同碳包覆的硅基材料的导电性进行评估与对比。此外,该设备还可以进行最大200MPa的变压测试,为用户同时提供硅基粉体的电阻与压实密度在不同压强下的变化情况,从而指导硅基负极极片的辊压工艺。

图4.粉末电阻仪(PRCD3100, IEST)的实物图和测试原理;以及对不同碳包覆的硅基材料的导电性进行对比评估。
四、首效低
电池在使用前需要进行化成,并在硅颗粒表面生成SEI膜。由于硅颗粒一般都为纳米化,比表面较大,因此成膜过程会大量消耗来自电解液或正极材料中的活性锂,从而在首次放电时无法完全发挥出充电时的容量,即首效较低(不可逆容量损失可高达10%~30%)。相比于硅碳材料而言,硅氧材料的首效更差,这也是限制硅氧材料商业化的重要因素之一。
预锂化工艺可以有效提升硅基材料,特别是硅氧材料的首效,其技术路线包括负极补锂和正极补锂两种,其中负极补锂技术因其补锂容量高、技术路线清晰等特点而受到较多的关注与研究。目前主要的工艺包括锂箔补锂、锂粉补锂等多种补锂方式,其中:(1)锂箔补锂是利用自放电机理进行补锂的技术。可直接将锂片压在负极表面,并利用锂片与极片之间的电势差使锂离子嵌入到负极中。该方法虽然操作简单,但是预锂化程度难以控制,易造成补锂不充分或过度补锂等。(2)锂粉补锂最早是由富美实公司提出,其开发的稳定化锂金属粉末(SLMP)表面包覆了2%~5%的碳酸锂薄层,可直接喷洒到干燥的负极表面进行补锂,或者在合浆的过程中加入。
负极补锂虽然补锂容量高,但操作复杂,对环境要求也较高。相比于此,正极补锂材料可直接在匀浆过程中加入,与现有的电池生产工艺兼容性较好,且安全稳定价格低,因而被誉为最有前景的补锂技术。通常来讲,正极补锂剂主要可以分为以下3类:一是利用二元含锂化合物补锂,例如Li₂O,Li₂O₂和Li₃N等。这类物质比容量高,只需少量的添加即可实现补锂效果,但缺点是稳定性较差,在实际匀浆和补锂过程中易分解产生气体,而该产气量也可利用元能科技的原位产气体积监控仪(GVM2200,IEST)进行实时监控,具体实验流程如图5所示。二是利用富锂化合物补锂,例如Li₅FeO₄和Li₂NiO₂等;三是利用锂复合物补锂,例如Li₂S/Co,LiF/Co和Li₂O/Co等。这几类物质各有优缺点,因此在未来,正极补锂材料需要向化学稳定高、分解电位低、不产气、脱锂容量高的方向发展。

图5.利用原位产气体积监控仪(GVM2200, IEST)测定硅碳材料中Si含量的流程图
五、材料成分比例监控
快速测定硅基负极材料中的硅碳比例、硅氧比例或者纳米硅含量,不仅可以有效评估材料制备工艺的稳定性,还能够快速估测该材料的比容量,对于企业提高研发效率具有重要的意义。对于硅基负极材料中的碳含量、氧含量以及硅含量,可分别采用高频红外碳硫仪、氧氮氢分析仪、硅钼蓝分光光度法和X射线衍射等方法测试。
高频红外碳硫仪可以有效对硅基负极材料中的碳含量进行标定,测试时可分别称取0.05g硅基材料和1.5~1.8g钨锡粒助熔剂于陶瓷坩埚内,并充分混合均匀,之后便可在高频红外碳硫仪中通氧燃烧并测试;
则可用于测定硅氧负极中的氧含量,测试时可称取0.03g左右的硅氧负极材料于惰性气体保护脉冲电极炉中进行熔样,并利用红外吸收法测试氧含量;
也可用于检测材料中的硅含量,该方法主要采用强碱高温熔化材料中的SiO₂,在调节到合适的pH值后加入钼酸铵,并利用分光光度法检测SiO₂的浓度。由于Si和SiO₂均与强碱反应,因此也无法有效区分Si和SiO₂。同时,高温碱熔浸取对容器的材质要求较高(耐高温、耐酸碱等),且操作过程中易出现偏差。
X射线物相分析具有无损、快速、重现性好的特点。作为一种半定量测试方法,其优点有三:一是无损测试,不存在化学反应,消除了反应副产物带来的误差;二是操作简单,测试周期短,且测试效率高;三是用料少,且不同物质的区分度较好。
六、总结
硅基材料已成为最具商业化前景的下一代负极材料,其技术路线主要分为硅碳与硅氧两种。现阶段较为成熟的商业化产品主要以硅氧材料为主,但是未来会逐步向硅碳材料靠拢。本文总结了硅基负极在生产使用过程中的一些行业痛点,例如体积膨胀、匀浆产气、导电性差、首效低等。为解决这些问题,不仅需要上游材料企业与下游电芯企业整合优势资源,加速微观机理与制备工艺的开发,也需要检测设备公司开发操作方便、快捷有效的检测仪器。元能科技(厦门)有限公司作为锂电检测行业的综合解决方案供应商,致力于在膨胀、产气、电性能测试上为硅基负极材料的研发提供最专业的解决方案,助力硅基负极材料的大规模商业化进程!
七、参考文献
[1] M. Ashuri, Q.R. He and L.L. Shaw, Silicon as a potential anode material for Li-ion batteries: where size, geometry and structure matter. Nanoscale 8 (2016) 74–103.
[2] Z.H. Chen, L. Christensen, and J.R. Dahn, Large-volume-change electrodes for Li-ion batteries of amorphous alloy particles held by elastomeric tethers. Electrochem. Commun. 5 (2003) 919-923.
[3] S. Komaba, K. Shimomura, N. Yabuuchi, T. Ozeki, H. Yui and K. Konno, Study on polymer binders for high-capacity SiO negative electrode of Li-ion batteries. J. Phys. Chem. C 115 (2011) 13487-13495.
注:图片非商业用途,存在侵权告知删除!
本文地址:http://libattery.net/news/details1514.html
好文章,需要你的鼓励
邮箱:libatterychina@163.com
北京:北京市海淀区上地三街9号金隅嘉华大厦C座904
010-62980511
山东:山东省临沂市鲁商中心A12-1503-1
0539-8601323
锂电中国(libattery.net)版权所有
Copyright By 北京贝特互创科技有限公司
京ICP备11002324号-1
京公安网备11010802035676号

 手机锂电网
手机锂电网





我有话说: