

【摘要】固态电池技术已经成为目前世界上最受关注的电池技术。相比于传统商用液态电池,固态电池拥有更好的电化学性能、更高的安全性和更低的成本。本文主要讨论了实现固态电池大规模量产可能的策略和路径。
【正文】
尽管采用碳酸酯和LiPF6的液态电解质商用锂离子电池已经使用30年,仍存在电解液不断被氧化还原、SEI持续生长、产气、锂沉积和与电解液反应、电解液耗尽与泄露、正极过渡金属溶解、表面结构重构、铝箔腐蚀与热失控等问题。此外,由于液态电解液电化学稳定性差,使得含Li的高容量负极和高电压正极很难使用,因此发展液态电解质高能量密度电池较为困难。一般情况下,液态电解质锂离子电池由于电解液稳定性差且在55℃以上不能正常使用,人们期望采用固态电池替代液态电池,以实现本质安全、高能量密度、较长循环寿命与日历寿命、高运行温度与大容量电芯。基于此类期望,固态电池成为世界上最受关注与推广的技术。
固态电池包含全固态电池和混合固液电解质电池(如图1所示)。1978年发展的PEO基全固态电池,已经被Bollore和SEEO商用,然而由于室温离子电导率低,该电池一般只能在60℃以上的温度下工作。此外,由于材料的电化学稳定性差,PEO基电池工作电压一般小于4.0V。使用LiFePO4正极和Li负极的PEO基全固态电池能量密度低于220Wh/kg。目前具有较高室温离子电导率和高电化学稳定性的聚合物电解质尚未商业化验证成功。2011年发现具有高室温离子电导率的硫化物电解质是电池领域发展的一个历史性突破,该电解质的发现促进了全固态电池的发展。然而,硫化物电解质由于对水敏感、高成本、低化学/电化学稳定性以及高界面阻抗导致其综合性能不如商用液态电解质锂离子电池。此外,硫化物电解质热稳定性较差。至今,很难实现室温下同时具备高能量密度、快充性能、较高循环寿命与安全性的硫化物全固态电池。

图1从电解质角度对锂离子电池和锂金属电池分类。
为了能够大规模生产与应用,相对于目前的商用电池,固态电池应当具备更优的电化学性能、更高的安全性以及更低的成本优势。动力和储能电池应该在较宽温度范围运行以及拥有高的能量转化效率,固态电池的生产过程也应当具有与已商用的电池相当的生产效率。目前,一条商用液态电解质锂离子电池生产线每年的产能是2-4GWh,因此,固态电池如果市场占有率较高,则必须发展出能支持高质量和高速生产的固态电池设备。
既然由液态电池发展到全固态电池需要很长的时间去研究,固态电池路在何方?是否可能发展一种中间态电池技术“混合固液电解质电池”?两个重要研究进展支撑了该设想的可行性,其一,Yoshima等人报道了使用包含4%的PAN基的混合Li7La3Zr2O12粒子的溶胶聚合物作为薄的电解质层并与LiMn0.8Fe0.2PO4/Li4Ti5O12做成电池,可以实现室温20C下75%容量保持率。其二,我们提出了开发Li1.5Al0.5Ge1.5(PO4)3包覆隔膜,同时结合原位电化学反应覆盖一层固体电解质层(如图2所示)的设想。后来基于此相反,进一步发展了原位固态化技术。考虑到液态电解液可以与正负极或者隔膜表面形成原子层级的接触,利用化学和电化学方法在电池中将液态电解液转化为固态电解质,就可以成为一个有效解决固-固接触问题的重要技术途径。当所有的液态电解液转化为固态电解质相时,初始态为混合固液电解质的电池便转化为全固态电池。由于利用原位固态化技术发展的固态电池可以使用与目前商用电池相似的生产设备,因此有利于大规模应用。
在混合固液电解质电池中引入固态电解质有5种实施路径:在电极颗粒包覆超薄固态电解质层;使用固态电解质纳米粒子填充隔膜和电极孔隙;在电极包覆和干燥过程将电解液转化为固态电解质;电池注入液态电解液后将其转化为固态电解质,利用电化学反应在化成、老化和循环过程将液态电解液转化为固态电解质。
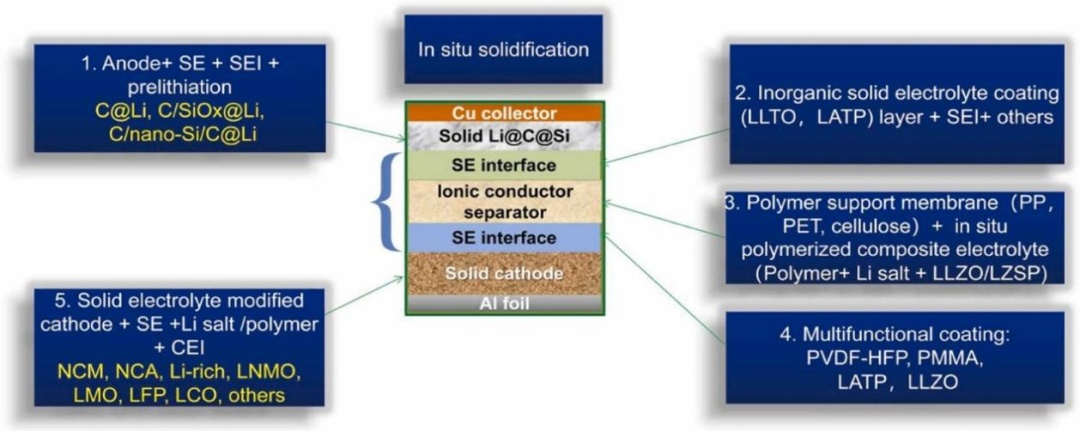
图2原位固化技术制备混合固液和全固态电池的总体策略。核心概念是使用化学或者电化学反应将电解液全部或者部分转化为固体电解质并使其保持原子层次接触。
随着混合固液电解质电池技术路线被广泛接受,以及原位固态化技术的发展,实用的全固态电池技术方向也在不断明朗。基于前期工作基础及对技术体系的认识,用于全固态电池的有两类固体电解质可以作为选择。一类是氧化物电解质和类聚合物电解质,另一类是硫化物电解质和类聚合物电解质。类聚合物电解质可以原位生成或者预先直接混合,其中的无机固态电解质以纳米粒子形式存在。
针对固态电池技术的大规模生产及商业应用,发展固态电池综合策略可以从以下8点考虑:
1.在电芯中采用不止一种离子导体。不同于已经商用的液态电池,固态电池在正极、隔膜和负极里的电解质可以不同,而电极中的电解质相可以是混合离子导体,不一定必须是纯离子导体。
2.在界面形成离子传输路径。考虑到连续的体相传输比较困难,多孔粉末电极包含较高的界面/体积比,界面的离子传输是混合固液和全固态电池中必不可少的。一般期望固态电解质超过1mS/cm的体相离子电导率,但这不应该是筛选固体电解质的唯一要求,设计同时拥有高体相和界面相离子传输的复合电极是一个实际的考虑。
3.为了避免循环过程中正负极膨胀和收缩过程中的界面离子接触逐渐变差的问题,在电极粒子表面生成具有弹性的离子导体界面成为合理的选择。可采用的策略包括原位固态化技术或者使用熔融盐,或者混合聚合物电解质。
4.使用离子或者混合离子导体来包覆正极颗粒。考虑到聚合物和硫化物可能在4.2VvsLi+/Li电压以上氧化,需要阻止电化学氧化反应及抑制低稳定电极表面释放氧气,有效的表面包覆是重要的策略。
5.研发新的无机-聚合物复合离子导体膜作为隔膜。为了大规模生产和应用,应当同时考虑隔膜的机械强度、离子电导率、厚度控制、热稳定性、水分控制、电化学稳定性、抑制锂枝晶和内短路。因此,单纯的无机粒子膜或纯聚合物膜很难同时满足以上所有要求。在多孔聚合物基体上通过原位固态化形成具有高稳定性的离子导体膜更有实用性,而隔膜如果能同时引导负极与隔膜之间的界面沉积,隔膜综合性能将进一步得到提升。
6.控制膨胀。在高能量密度固态电池中,颗粒、电极和电池会发生显著的体积膨胀。因此,稳定的电极主体结构、预锂化、高性能粘结剂和多孔电极结构等控制体积膨胀的技术变得尤为重要。
7.发展新工艺技术。干法电极、厚电极、预锂化、界面热复合技术、固态化技术和多层包覆技术是发展大规模混合固液电池和全固态电池重要的技术。
8.引入固体电解质来增强安全性。在电池层面通过多种方法使用固体电解质可以显著提高电池安全性。当然,混合固液和全固态电池的安全性需要系统地评估。
混合固液电解质电池和全固态电池在全世界被广泛关注和发展。中国将在2023年实现GWh级的电动车混合固液电解质锂离子电池的商业化。如果本文提到的技术策略能不断发展和验证,则最早在2026年后,GWh级的全固态电池将有望商业化。从能量密度与安全性综合考虑,使用不同材料体系的电动车与储能体系的电池技术路线供参考(如图3所示)。

图3固态电池远景规划。
【作者简介】
李泓,中国科学院物理研究所研究员。主要研究方向为高能量密度锂离子电池、固态锂电池、电池失效分析、固态离子学。提出和发展了高容量纳米硅碳负极材料,基于原位固态化技术的混合固液电解质高能量密度锂离子电池等。发表了470余篇学术论文,授权70余项发明专利,H因子114。目前是科技部和工信部十四五储能和智能电网重点专项实施方案与指南编写组的总体组组长。国际固态离子学会、国际锂电池会议、国际储能联盟科学执委会成员。
注:图片非商业用途,存在侵权告知删除!
本文地址:http://libattery.net/news/details1002.html
好文章,需要你的鼓励
邮箱:libatterychina@163.com
北京:北京市海淀区上地三街9号金隅嘉华大厦C座904
010-62980511
山东:山东省临沂市鲁商中心A12-1503-1
0539-8601323
锂电中国(libattery.net)版权所有
Copyright By 北京贝特互创科技有限公司
京ICP备11002324号-1
京公安网备11010802035676号

 手机锂电网
手机锂电网





我有话说: